
网带炉生产线具有生产效率高、设备自动化程度高、质量稳定等优点。广泛应用于碳钢和合金钢小零件的热处理,特别是紧固件的热处理。
作为最常见的通用零件,紧固件包括十二类:螺栓、螺柱、螺钉、螺母、自攻螺钉、木螺钉、垫环、挡圈、销、斜钉、组件、连接副和其他(如焊接钉和螺钉套)。因为它们在工业领域无处不在,所以被称为“工业米”。
目前,我国紧固件产量虽然很大,但高强度、高性能的紧固件仍需大量进口。特别是,8.8级以上的螺栓、螺钉和螺柱的进口量占紧固件总进口量的近50。8.8级以上的螺栓、螺钉和螺柱的进口单价是中国同类产品的六倍。
由此可见,我国在高性能、高强度紧固件技术方面与世界先进水平还有一定差距。
01
提出问题
热处理工艺是高强度、高性能紧固件的关键加工工艺,淬火加热时间是关键参数之一。为了合理设置淬火加热时间,避免因加热时间不足或经济性不足而导致加热不足,甚至因加热时间过长而导致过热,钢制零件的加热时间通常按经验计算方法计算。加热时间的计算公式为:
t=a*k*D(1)
式中,t加热时间(min);
A加热系数(min/mm);
D工件有效厚度(mm);
K——工件装料条件的修正系数,通常为1.0~1.5。
紧固件淬火网带炉属于可控气氛。高强度、高性能螺栓采用合金钢制造,最常用的是铬钢、铬钼钢等。淬火高强度紧固件时,根据此经验计算公式,a为1.3-1.6min/mm,K为1.0-1.5。
然而,经验计算公式在指导紧固件热处理方面有一定的局限性,如GB/T70 1-2000规定,当m8x80螺钉放置在网带炉中淬火时,加热时间/=1.6x1,根据公式(1)5x8min=19.2min(所有系数均按最大值取值)。
从计算结果可以看出,经验计算公式计算的结果与实际不符。高性能高强度紧固件在网带炉中淬火时,需要重新研究加热时间的选择,并根据研究结果形成新的经验公式。
02
淬火加热时间试验
2.1试验设备
本试验在满足JB/t10897-2008《网带炉生产线热处理技术要求》的电网带淬火炉上进行。淬火炉最高使用温度为950℃,有效加热区分别为100cmx1200cmx10cm和80cmx1200cmx10cm。氮基可控气氛和淬火冷却介质为快淬油。
2.2试验设备
三个铠装热电偶(型号wrnk-131,φ5mmx13000mm)、三个校准温度计(型号gh402)、40角钢(分别为一个900mm和一个700mm)、胶带等。
2.3试验方法
由于网带炉的测温点设置在炉顶中部,在测温点与网带之间也有一层辐射管。有效加热区为100cmx1200cmx10cm和80cmx1200cmx10cm。炉上有七个热电偶,每个热电偶控制一个电加热区。加热区1至加热区3属于双功率加热区。有效加热区前面有一个预热区,长度2300mm。
紧固件的头部形状、直径和长度变化很大。为了尽可能模拟产品的加热特性,我们设计了两种测试方法:
一种是将热电偶埋入工件下方,随工件进入炉内,测量工件的升温速度、温度到达时间和温度到达位置,主要用于M24以下的工件,生产时在网带上分层铺贴;
另一种是将热电偶端部埋入工件内,并用工件盖住,测量工件的升温速度、温度到达时间和温度到达位置,主要用于m27-m56。在生产过程中,只有一层工件铺在网带上。
测试的三个热电偶应采用角钢定位,网带铺设宽度应均匀分为四部分。热电偶进炉过程中,每1min记录一次温度数据。
(1) 根据紧固件的典型特性,试验组分为5组。
A组第1层主要用于测试炉内工件的温升过程。其他组以炉的额定容量进料,并铺设在淬火网带上,以确保试验环境的一致性。五组试验用字母a~E标记。每个炉应进行一次试验,具体试验组如表1所示。

表1测试分组
(2) 试验数据分析:网带炉紧固件加热时间包括工件从室温到设定工艺温度的加热时间(t加热),工件表面和芯部的均热时间(t均热1),网带不同位置工件的均热时间(t均热2)和完成奥氏体均匀化和碳化物溶解所需的保持时间(t保持)>即
T加热=T温升+T均热1+T均热2+T绝缘(2)
按式(2)整理试验数据,得到表2。

表2分组测试时间和位置数据
由表2可知,工件进入淬火炉预热区至第三加热区的范围为t加热阶段,占总加热时间的60。
T温升阶段将因工件的尺寸、长度和进给厚度而改变。长径比<1.5:1的螺栓,由于工件与多层之间的间隙较小,均热时间显著增加,表明进给层与工件之间的间隙对均热时间的影响最为明显。
T绝缘阶段本质上属于均热阶段,因为紧固件在网带炉上铺设时,厚度不均匀,测试热电偶测得的数据只是一个点,这并不意味着网带上的所有工件在生产过程中都能按时达到工艺温度,但需要一种绝缘工艺来进一步实现浸泡效果。实际时间是25分钟。
2.4试验数据的应用
网带炉加热时间的计算公式通过对试验数据的分析,改进了经验计算公式(1),总结了高性能、高强度紧固件淬火加热时间的经验计算公式,以满足高性能、高强度紧固件的热处理要求。
修改后的加热时间计算公式为:
t=a*k*D*F+25(3)
式中,t加热时间(min),工件进入预热区加热至落入淬火槽的时间,不包括工件在淬火炉进料口网带上的运行时间;
A加热系数(min/mm);
D单个工件的直径(mm);
F——工件层数;
K——工件装料系数。
根据试验数据,方程式(3)仅适用于t的情况≥ 60分钟。当根据方程式(3)计算的结果为≤ 60分钟,也就是60分钟。
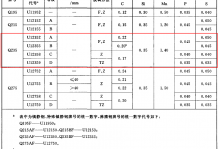
确定各系数的加热系数a,调整经验计算公式(1)的取值范围,得到表3。根据紧固件头部形状和长径比调整工件装药修正系数K,得到表4。

表3碳钢和合金钢螺栓、螺柱和螺钉的加热系数

表4碳钢和合金钢螺栓、螺柱、螺钉和网带炉的装料系数
2.5试验数据验证
在8.8级及以上的高强度螺栓、螺柱和螺钉的热处理中,根据紧固件淬火加热经验公式(3)计算常见材料swrch35k、45钢、20MnTiB、10b33、35vb、35CrMo、42CrMo和40Cr的淬火加热时间。在网带炉生产线上进行了实际生产验证,取得了良好的效果。
淬火后的工件应按JB/t9211-2008《中碳钢和中碳合金结构钢马氏体等级》进行金相评定,工件的马氏体等级可稳定控制在4~6级。
03
总结
在网带炉淬火加热时间选择研究中总结出的经验计算公式ut=akdf+25N,可以很好地指导生产,有效地防止淬火加热时间太短导致加热不足或加热时间过长导致经济性不足的问题。
结合合理的加热温度、碳势、淬火冷却速度等热处理工艺参数,可显著提高8.8级及以上高强度紧固件在实际生产中力学性能指标的稳定性。
-结束-
资料来源:网络

❤ 请
- 随机文章
- 热门文章
- 热评文章






 欢迎你第一次访问网站!
欢迎你第一次访问网站!
这外材料的锅炉管你们仁成钢管厂好不好做?
钢材的知识真的很博大精深,学习中......